Устройство фрезерного станка с ЧПУ. Рекомендации по выбору CNC станка.
При выборе станка с чпу определитесь:
1. с каким материалом Вы собираетесь работать. От этого зависят требования к жесткости конструкции станка и её типу.
Например, ЧПУ станок из фанеры позволит обрабатывать лишь дерево(в том числе фанеру) и пластики(в том числе композитные материалы - пластик с фольгой). статья почему из фанеры
На станке из алюминия можно обрабатывать уже и заготовки цветных металлов, при этом увеличится и скорость обработки изделий из дерева.
Для обработки стали алюминиевые станки не пригодны, здесь уже нужны массивные станки с литой станиной, при этом и обработка цветных металлов на них будет с большей эффективностью.
2. с размером станка. Это определяет требования к механике чпу станка.
Механика ЧПУ станка на станках из фанеры и алюминия зачастую одинаковая. Подробнее ниже по тексту.
Но чем больше размер станка тем более жесткие и дорогие направляющие потребуются.
Рассмотрим составляющие станка и варианты выбора на примере станков с чпу серии Моделист.
A) Выбор конструкции
Существует два варианта построения станков:
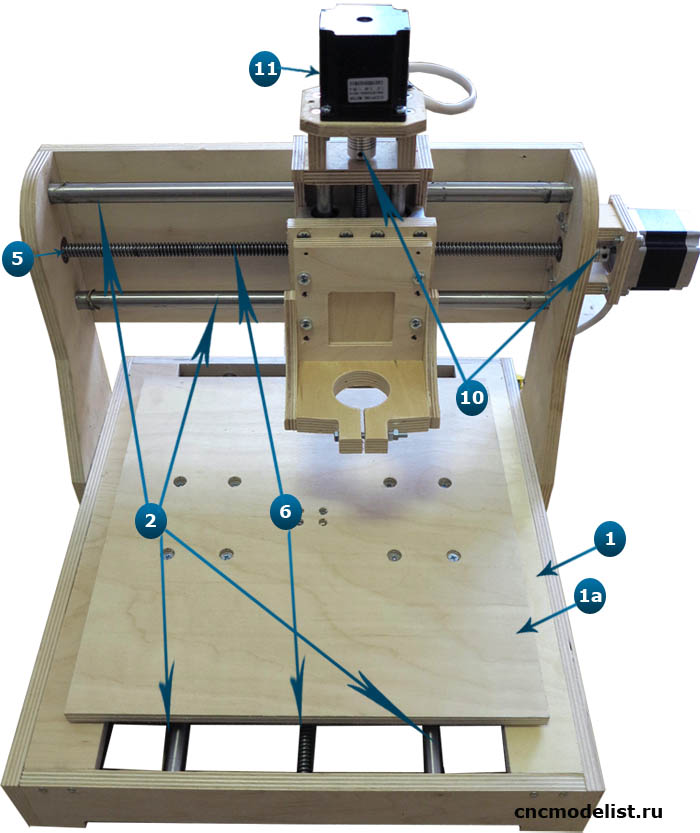
1) конструкции с подвижным столом, рисунок 1.
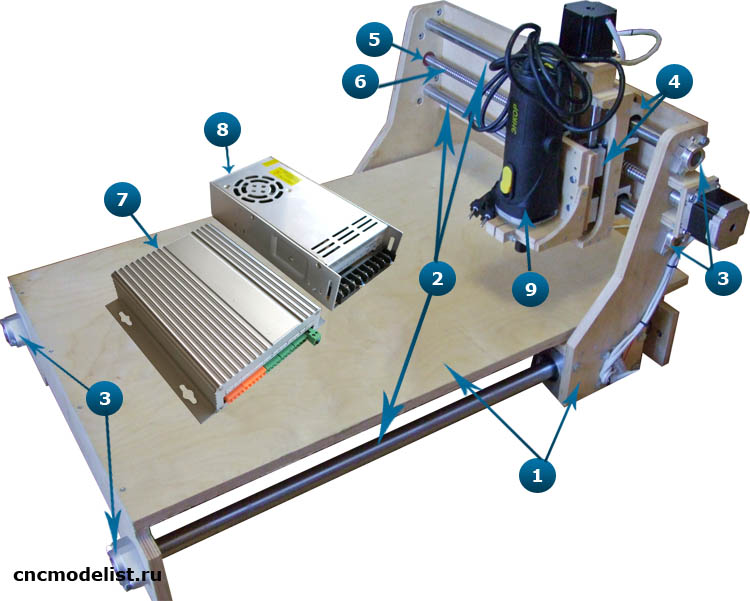
2) конструкция с подвижным порталом, рисунок 2.
Преимущества конструкции станка с подвижным столом - это простота реализации, большая жесткость станка ввиду того, что портал неподвижен и закреплен к раме (основанию) станка.
Недостаток - большие размеры, по сравнению с конструкцией с подвижным порталом, и невозможность обработки тяжелых деталей в связи с тем, что подвижный стол несет на себе деталь. Данная конструкция вполне подходит для обработки дерева и пластиков, то есть легких материалов.
Преимущества конструкции станка с подвижным порталом:
- жесткий стол, выдерживающий большой вес заготовки,
- неограниченная длина заготовки,
- компактность,
- возможность исполнения станка без стола (например, для установки поворотной оси).
Недостатки:
- меньшая жесткость конструкции.
- необходимость применения более жестких (и дорогих) направляющих (ввиду того, что портал "висит" на направляющих, а не закреплен на жесткой станине станка, как в конструкции с подвижным столом).
B) Выбор механики
Механика представлена (см. цифры на рис.1, рис.2 и рис.3):
2 - направляющими
3 - держателями направляющих
4 - линейными шарикоподшипниками или втулками скольжения
5 - опорными подшипниками (для крепления ходовых винтов)
6 - ходовыми винтами
10 - муфтой соединения вала ходового винта с валом шаговых двигателей (ШД)
12 - ходовой гайкой
Выбор системы линейного перемещения (направляющие - линейные подшипники, ходовой винт - ходовая гайка).
В качестве направляющих могут использоваться:
- профильные рельсы. Дорогое решение, оправдано в станках по металлу, т.к. эти направляющие имеют повышенную нагрузочную способность.
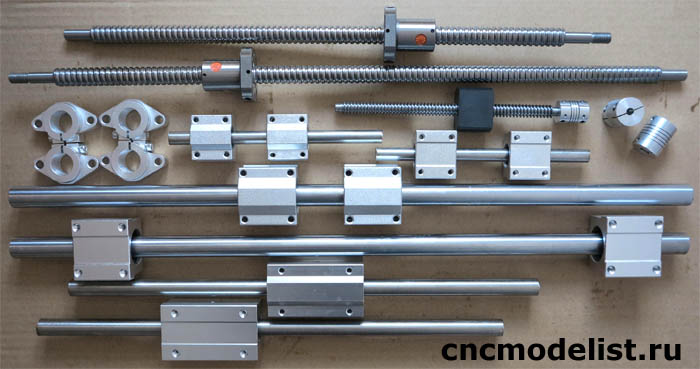
- цилиндрические направляющие (под цифрой 2 на рисунке 2). Это оптимальное решение для любительских конструкций, т.к. цилиндрические направляющие имеют достаточную жесткость для обработки мягких материалов при небольших размерах станка с чпу при относительно низкой стоимости. Ниже представлена таблица выбора диаметра цилиндрических направляющих в зависимости от максимальной длины и минимальной величины прогиба.
Некоторые китайские производители дешёвых станков устанавливаю направляющие не достаточного диаметра, что ведет к снижению точности, например, при использовании на станке из алюминия на рабочей длине 400мм направляющих диаметром 16мм приведет к прогибу в центре под собственным весом на 0,3..0,5мм(зависит от веса портала).
Таблица1 Рекомендуемые диаметры направляющих.
- цилиндрические направляющие на опоре. Преимущества - отсутствие прогиба и отсутствие эффекта рессор. Цена вдвое выше, чем у цилиндрических направляющих. Их использование оправдано при длине перемещения выше 500мм.

Перемещение можно выполнить как на втулках (трение скольжения) - рис.5 слева, так и с использованием линейных подшипников (трение качения) - рис. 5 справа.

Недостаток втулок скольжения - износ втулок, приводящий к появлению люфтов, и повышенное усилие на преодоление трения скольжения, требующее применения более мощных и дорогих шаговых двигателей (ШД). Их преимущество - низкая цена.
В последнее время цена на линейные подшипники настолько снизилась, что их выбор экономически целесообразен даже в недорогих хоббийных конструкциях. Преимущество линейных подшипников в меньшем коэффициенте трения по сравнению с втулками скольжения, а, соответственно, большая часть мощности шаговых моторов идет на полезные перемещения, а не на борьбу с трением, что делает возможным применение моторов меньшей мощности.
Для преобразования вращательного движения в поступательное на ЧПУ станке необходимо применение винтовой передачи (ходового винта). За счет вращения винта, гайка движется поступательно. В фрезерно-гравировальных станках может применяться винтовые передачи скольжения и винтовые передачи качения.
Недостаток винтовой передачи скольжения - довольно большое трение, ограничивающее её использование при больших оборотах и приводящее к износу гайки.
Винтовые передачи скольжения:
1) метрический винт. Достоинство метрического винта - низкая цена. Недостатки - низкая точность, малый шаг и низкая скорость перемещения. Максимальная скорость перемещения винта (velocity mm`s per min) исходя из максимальных оборотов ШД (600об/мин). Лучшие драйвера сохранят момент вплоть до 900об/м. При такой скорости вращения можно получить линейное перемещение:
- для винта М8 (шаг резьбы 1,25мм) - не более 750мм/мин,
- для винта М10 (шаг резьбы 1,5мм) - 900мм/мин,
- для винта М12 (шаг резьбы 1,75мм) - 1050мм/мин,
- для винта М14 (шаг резьбы 2,00мм) - 1200мм/мин.
При максимальных оборотах у мотора останется порядка 30-40% от его первоначально указанного момента, и данный режим используется исключительно для холостых перемещений.

2) трапецеидальный винт. В двадцатом веке занимал лидирующее положение в станках для металлообработки, до появления ШВП. Достоинство - высокая точность, большой шаг резьбы, а следовательно, и высокая скорость перемещения. Следует обращать на вид обработки, чем более гладкая и ровная поверхность винта тем больший срок службы у передачи винт-гайка. Катанные винты имеют преимущество перед нарезными винтами. Недостатки трапецеидальной передачи винт-гайка - достаточно высокая цена в сравнении с метрическим винтом, трение скольжение требует применения шаговых двигателей достаточно большой мощности. Основное распространение получили винты TR10x2 (диаметр 10мм , шаг резьбы 2мм), TR12x3 (диаметр 12мм , шаг резьбы 3мм) и TR16x4 (диаметр 16мм , шаг резьбы 4мм). В станках маркировка такой передачи TR10x2,TR12x3,TR12x4,TR16x4
Винтовые передачи качения:
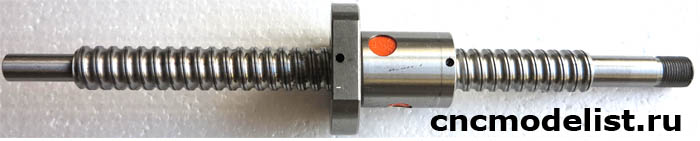
Шарико-винтовая передача (ШВП). В Шарико-винтовой передаче трение скольжения заменено на трение качения. Для достижения этого в ШВП винт и гайка разделены шариками, которые катаются в углублениях резьбы винта. Рециркуляция шариков обеспечена с помощью возвратных каналов, которые идут параллельно оси винта.

ШВП обеспечивает возможность работы при больших нагрузках, хорошую плавность хода, значительно увеличенный ресурс(долговечность) за счет уменьшения трения и смазки, увеличенный коэффициент полезного действия(до 90%) за счет меньшего трения. Она способна работать на больших скоростях, обеспечивает выокую точность позиционирования, высокую жёсткость и отсутствие люфта. То есть станки с использованием ШВП обладают значительно большим ресурсом, но имеют более высокую цену. В станках имеют маркировку SFU1605, SFU1610, SFU2005, SFU2010, где SFU -одинарная гайка, DFU - двойная гайка, первые две цифры - диаметр винта, вторые две - шаг резьбы.
Ходовой винт может крепиться следующим образом:
1) Конструкция с одним опорным подшипником. Крепление осуществляется с одной стороны винта гайкой к опорному подшипнику. Вторая сторона винта через жесткую муфту крепится к валу шагового двигателя. Достоинства - простота конструкции, недостаток - повышенная нагрузка на подшипник шагового двигателя.
2) Конструкция с двумя опорными подшипниками в распор. В конструкции используется два опорных подшипника во внутренних сторонах портала. Недостаток конструкции - более сложная реализация по сравнению с вариантом 1). Достоинство - меньшие вибрации, если винт не идеально ровный.
3) Конструкция с двумя опорными подшипниками в натяг. В конструкции используется два опорных подшипника на внешних сторонах портала. Достоинства - не деформируется винт, в отличие от второго варианта. Недостаток - более сложная реализация конструкции, по сравнению с первым и вторым вариантом.
Ходовые гайки бывают:
- бронзовые безлюфтовые. Достоинство таких гаек - долговечность. Недостатки - сложны в изготовлении (как следствие - высокая цена) и имеют большой коэффициент трения в сравнении с с гайками из капролона.
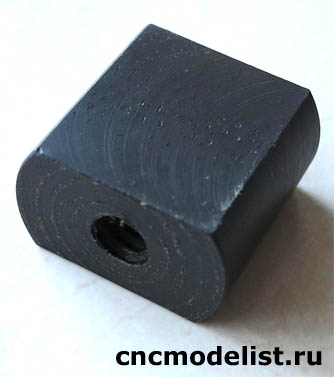
- капролоновые безлюфтовые. В настоящее время капролон получил широкое распространение и все чаще заменяет метал в профессиональных конструкциях. Капролоновая гайка имеет значительно меньший коэффициент трения по сравнению с той же бронзой.
- в гайке шарико-винтовой передаче (ШВП) трение скольжения заменено на трение качения. Достоинства - низкое трение, возможность работы на высоких скоростях вращения. Недостаток - высокая цена.
Выбор соединительной муфты
1) соединение с использованием жесткой муфты. Достоинства : жесткие муфты передают больший крутящий момент с вала на вал, нет люфта при больших нагрузках. Недостатки: требуют точной установки, так как эта муфта не компенсирует несоосность и перекос валов.

2) соединение с использованием сильфонной (разрезной) муфты. Преимуществом использование сильфонной муфты является то, что ее использование позволяет компенсировать несоосность установки ходового вала и оси шагового двигателя до 0,2мм и перекос до 2,5 градусов, в следствии чего меньшая нагрузка на подшипник шагового двигателя и больший ресурс шагового двигателя. Она также позволяет гасить возникающие вибрации.

3) соединение с использованием кулачковой муфты. Достоинства : позволяет гасить возникающие вибрации, передают больший крутящий момент с вала на вал, в сравнении с разрезной. Недостатки: меньшая компенсация несоосности, несоосность установки ходового вала и оси шагового двигателя до 0,1мм и перекос до 1,0 градуса.

C) Выбор электроники
Электроника представлена (см. рис. 1 и 2):
7 - контроллером шаговых двигателей
8 - блоком питания контроллера ШД
11 - шаговыми двигателями
Существуют 4х-проводные , 6-ти проводные и 8-ми проводные шаговые двигатели. Всех их можно использовать. В большинстве современных контролеров подключение осуществляется по четырех проводной схеме. Остальные проводники не используются.
При выборе станка важно чтоб шаговый двигатель был достаточной мощности для перемещения рабочего инструмента без потери шагов, то есть без пропусков. Чем больше шаг резьбы винта тем более мощные потребуются моторы. Обычно чем больше ток двигателя тем больше и его крутящий момент(мощность).
Многие моторы имеют 8 выводов для каждой полуобмотки в отдельности - это позволяет подключить мотор с последовательно соединенными обмотками либо параллельно. При параллельно соединенных обмотках вам потребуется драйвер на в два раза больший ток, чем при последовательно соединенных обмотках, но при этом будет достаточно в два раза меньшего напряжения.
При последовательном наоборот - для достижения номинального момента потребуется в два раза меньший ток, но для достижения максимальных оборотов - в два раза большее напряжение.
Величина перемещения за один шаг, обычно, 1,8 градуса.
Для 1,8 получается 200 шагов на один полный оборот. Соответственно для вычисления величины количество шагов на мм («Шагов на мм» (Step per mm) ) пользуемся формулой : кол-во шагов на оборот / шаг винта. Для винта с шагом 2мм получим: 200/2=100 шагов/мм.
Подробнее об этом Вы можете прочитать в статье Шаговые двигатели
Выбор контроллера
1) DSP контроллеры. Достоинства - возможность выбора портов (LPT , USB, Ethernet) и независимость частот сигналов STEP и DIR от работы операционной системы. Недостатки - высокая цена (от 10 000 руб.).
2) Контроллеры от китайских производителей для любительских станков . Достоинства - низкая цена (от 2500 руб.). Недостаток - повышенные требования к стабильности работы операционной системы, требует соблюдения определенных правил настройки, предпочтительно использование выделенного компьютера, доступны только версии LPT.

3) Любительские конструкции контроллеров на дискретных элементах. Низкая цена китайских контроллеров вытесняет любительские конструкции.
Наибольшее распространение в любительских конструкциях станков получили китайские контроллеры.
Подробнее - в статье выбор контроллера шаговых двигателей для фрезерно - гравировального станка с чпу.
Выбор блока питания
Для двигателей Nema17 необходим блок питания не менее 150Вт
Для двигателей Nema23 необходим блок питания не менее 200Вт
Материал взят с сайта cncmodelist.ru
При выборе станка с чпу определитесь:
1. с каким материалом Вы собираетесь работать. От этого зависят требования к жесткости конструкции станка и её типу.
Например, ЧПУ станок из фанеры позволит обрабатывать лишь дерево(в том числе фанеру) и пластики(в том числе композитные материалы - пластик с фольгой). статья почему из фанеры
На станке из алюминия можно обрабатывать уже и заготовки цветных металлов, при этом увеличится и скорость обработки изделий из дерева.
Для обработки стали алюминиевые станки не пригодны, здесь уже нужны массивные станки с литой станиной, при этом и обработка цветных металлов на них будет с большей эффективностью.
2. с размером станка. Это определяет требования к механике чпу станка.
Механика ЧПУ станка на станках из фанеры и алюминия зачастую одинаковая. Подробнее ниже по тексту.
Но чем больше размер станка тем более жесткие и дорогие направляющие потребуются.
Рассмотрим составляющие станка и варианты выбора на примере станков с чпу серии Моделист.
A) Выбор конструкции
Существует два варианта построения станков:
1) конструкции с подвижным столом, рисунок 1.
2) конструкция с подвижным порталом, рисунок 2.
рисунок 1 Станок с подвижным столом
Преимущества конструкции станка с подвижным столом - это простота реализации, большая жесткость станка ввиду того, что портал неподвижен и закреплен к раме (основанию) станка.
Недостаток - большие размеры, по сравнению с конструкцией с подвижным порталом, и невозможность обработки тяжелых деталей в связи с тем, что подвижный стол несет на себе деталь. Данная конструкция вполне подходит для обработки дерева и пластиков, то есть легких материалов.
рисунок 2 Станок с подвижным порталом
Преимущества конструкции станка с подвижным порталом:
- жесткий стол, выдерживающий большой вес заготовки,
- неограниченная длина заготовки,
- компактность,
- возможность исполнения станка без стола (например, для установки поворотной оси).
Недостатки:
- меньшая жесткость конструкции.
- необходимость применения более жестких (и дорогих) направляющих (ввиду того, что портал "висит" на направляющих, а не закреплен на жесткой станине станка, как в конструкции с подвижным столом).
B) Выбор механики
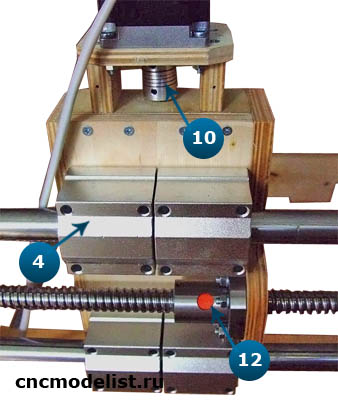
Механика представлена (см. цифры на рис.1, рис.2 и рис.3):
2 - направляющими
3 - держателями направляющих
4 - линейными шарикоподшипниками или втулками скольжения
5 - опорными подшипниками (для крепления ходовых винтов)
6 - ходовыми винтами
10 - муфтой соединения вала ходового винта с валом шаговых двигателей (ШД)
12 - ходовой гайкой
рисунок 3
Выбор системы линейного перемещения (направляющие - линейные подшипники, ходовой винт - ходовая гайка).
В качестве направляющих могут использоваться:
- профильные рельсы. Дорогое решение, оправдано в станках по металлу, т.к. эти направляющие имеют повышенную нагрузочную способность.
- цилиндрические направляющие (под цифрой 2 на рисунке 2). Это оптимальное решение для любительских конструкций, т.к. цилиндрические направляющие имеют достаточную жесткость для обработки мягких материалов при небольших размерах станка с чпу при относительно низкой стоимости. Ниже представлена таблица выбора диаметра цилиндрических направляющих в зависимости от максимальной длины и минимальной величины прогиба.
Некоторые китайские производители дешёвых станков устанавливаю направляющие не достаточного диаметра, что ведет к снижению точности, например, при использовании на станке из алюминия на рабочей длине 400мм направляющих диаметром 16мм приведет к прогибу в центре под собственным весом на 0,3..0,5мм(зависит от веса портала).
Таблица1 Рекомендуемые диаметры направляющих.
| Длина по оси | Станок из фанеры |
Станок из алюминия для работ по дереву
|
Станок из алюминия для работ по алюминию
|
Цилиндрические направляющие на опоре
|
200мм
|
12
|
12
|
16
|
12
|
300мм
|
16
|
16
|
20
|
16
|
400мм
|
16
|
20
|
20
|
16
|
600мм
|
20
|
25
|
30
|
16
|
900мм
|
25
|
30
|
35
|
16
|
- цилиндрические направляющие на опоре. Преимущества - отсутствие прогиба и отсутствие эффекта рессор. Цена вдвое выше, чем у цилиндрических направляющих. Их использование оправдано при длине перемещения выше 500мм.
рисунок 4 Цилиндрические направляющие на опоре
Перемещение можно выполнить как на втулках (трение скольжения) - рис.5 слева, так и с использованием линейных подшипников (трение качения) - рис. 5 справа.
рисунок 5 Втулки и линейные подшипники
Недостаток втулок скольжения - износ втулок, приводящий к появлению люфтов, и повышенное усилие на преодоление трения скольжения, требующее применения более мощных и дорогих шаговых двигателей (ШД). Их преимущество - низкая цена.
В последнее время цена на линейные подшипники настолько снизилась, что их выбор экономически целесообразен даже в недорогих хоббийных конструкциях. Преимущество линейных подшипников в меньшем коэффициенте трения по сравнению с втулками скольжения, а, соответственно, большая часть мощности шаговых моторов идет на полезные перемещения, а не на борьбу с трением, что делает возможным применение моторов меньшей мощности.
Для преобразования вращательного движения в поступательное на ЧПУ станке необходимо применение винтовой передачи (ходового винта). За счет вращения винта, гайка движется поступательно. В фрезерно-гравировальных станках может применяться винтовые передачи скольжения и винтовые передачи качения.
Недостаток винтовой передачи скольжения - довольно большое трение, ограничивающее её использование при больших оборотах и приводящее к износу гайки.
Винтовые передачи скольжения:
1) метрический винт. Достоинство метрического винта - низкая цена. Недостатки - низкая точность, малый шаг и низкая скорость перемещения. Максимальная скорость перемещения винта (velocity mm`s per min) исходя из максимальных оборотов ШД (600об/мин). Лучшие драйвера сохранят момент вплоть до 900об/м. При такой скорости вращения можно получить линейное перемещение:
- для винта М8 (шаг резьбы 1,25мм) - не более 750мм/мин,
- для винта М10 (шаг резьбы 1,5мм) - 900мм/мин,
- для винта М12 (шаг резьбы 1,75мм) - 1050мм/мин,
- для винта М14 (шаг резьбы 2,00мм) - 1200мм/мин.
При максимальных оборотах у мотора останется порядка 30-40% от его первоначально указанного момента, и данный режим используется исключительно для холостых перемещений.
2) трапецеидальный винт. В двадцатом веке занимал лидирующее положение в станках для металлообработки, до появления ШВП. Достоинство - высокая точность, большой шаг резьбы, а следовательно, и высокая скорость перемещения. Следует обращать на вид обработки, чем более гладкая и ровная поверхность винта тем больший срок службы у передачи винт-гайка. Катанные винты имеют преимущество перед нарезными винтами. Недостатки трапецеидальной передачи винт-гайка - достаточно высокая цена в сравнении с метрическим винтом, трение скольжение требует применения шаговых двигателей достаточно большой мощности. Основное распространение получили винты TR10x2 (диаметр 10мм , шаг резьбы 2мм), TR12x3 (диаметр 12мм , шаг резьбы 3мм) и TR16x4 (диаметр 16мм , шаг резьбы 4мм). В станках маркировка такой передачи TR10x2,TR12x3,TR12x4,TR16x4
Винтовые передачи качения:
Шарико-винтовая передача (ШВП). В Шарико-винтовой передаче трение скольжения заменено на трение качения. Для достижения этого в ШВП винт и гайка разделены шариками, которые катаются в углублениях резьбы винта. Рециркуляция шариков обеспечена с помощью возвратных каналов, которые идут параллельно оси винта.
ШВП обеспечивает возможность работы при больших нагрузках, хорошую плавность хода, значительно увеличенный ресурс(долговечность) за счет уменьшения трения и смазки, увеличенный коэффициент полезного действия(до 90%) за счет меньшего трения. Она способна работать на больших скоростях, обеспечивает выокую точность позиционирования, высокую жёсткость и отсутствие люфта. То есть станки с использованием ШВП обладают значительно большим ресурсом, но имеют более высокую цену. В станках имеют маркировку SFU1605, SFU1610, SFU2005, SFU2010, где SFU -одинарная гайка, DFU - двойная гайка, первые две цифры - диаметр винта, вторые две - шаг резьбы.
Ходовой винт может крепиться следующим образом:
1) Конструкция с одним опорным подшипником. Крепление осуществляется с одной стороны винта гайкой к опорному подшипнику. Вторая сторона винта через жесткую муфту крепится к валу шагового двигателя. Достоинства - простота конструкции, недостаток - повышенная нагрузка на подшипник шагового двигателя.
2) Конструкция с двумя опорными подшипниками в распор. В конструкции используется два опорных подшипника во внутренних сторонах портала. Недостаток конструкции - более сложная реализация по сравнению с вариантом 1). Достоинство - меньшие вибрации, если винт не идеально ровный.
3) Конструкция с двумя опорными подшипниками в натяг. В конструкции используется два опорных подшипника на внешних сторонах портала. Достоинства - не деформируется винт, в отличие от второго варианта. Недостаток - более сложная реализация конструкции, по сравнению с первым и вторым вариантом.
Ходовые гайки бывают:
- бронзовые безлюфтовые. Достоинство таких гаек - долговечность. Недостатки - сложны в изготовлении (как следствие - высокая цена) и имеют большой коэффициент трения в сравнении с с гайками из капролона.
- капролоновые безлюфтовые. В настоящее время капролон получил широкое распространение и все чаще заменяет метал в профессиональных конструкциях. Капролоновая гайка имеет значительно меньший коэффициент трения по сравнению с той же бронзой.
рисунок 9 Капролоновая гайка
- в гайке шарико-винтовой передаче (ШВП) трение скольжения заменено на трение качения. Достоинства - низкое трение, возможность работы на высоких скоростях вращения. Недостаток - высокая цена.
рисунок 10 Шарико - винтовая передача
Выбор соединительной муфты
1) соединение с использованием жесткой муфты. Достоинства : жесткие муфты передают больший крутящий момент с вала на вал, нет люфта при больших нагрузках. Недостатки: требуют точной установки, так как эта муфта не компенсирует несоосность и перекос валов.
рисунок 11 Жесткая муфта
2) соединение с использованием сильфонной (разрезной) муфты. Преимуществом использование сильфонной муфты является то, что ее использование позволяет компенсировать несоосность установки ходового вала и оси шагового двигателя до 0,2мм и перекос до 2,5 градусов, в следствии чего меньшая нагрузка на подшипник шагового двигателя и больший ресурс шагового двигателя. Она также позволяет гасить возникающие вибрации.
рисунок 12 Сильфонная муфта
3) соединение с использованием кулачковой муфты. Достоинства : позволяет гасить возникающие вибрации, передают больший крутящий момент с вала на вал, в сравнении с разрезной. Недостатки: меньшая компенсация несоосности, несоосность установки ходового вала и оси шагового двигателя до 0,1мм и перекос до 1,0 градуса.
рисунок 13 Кулачковая муфта
C) Выбор электроники
Электроника представлена (см. рис. 1 и 2):
7 - контроллером шаговых двигателей
8 - блоком питания контроллера ШД
11 - шаговыми двигателями
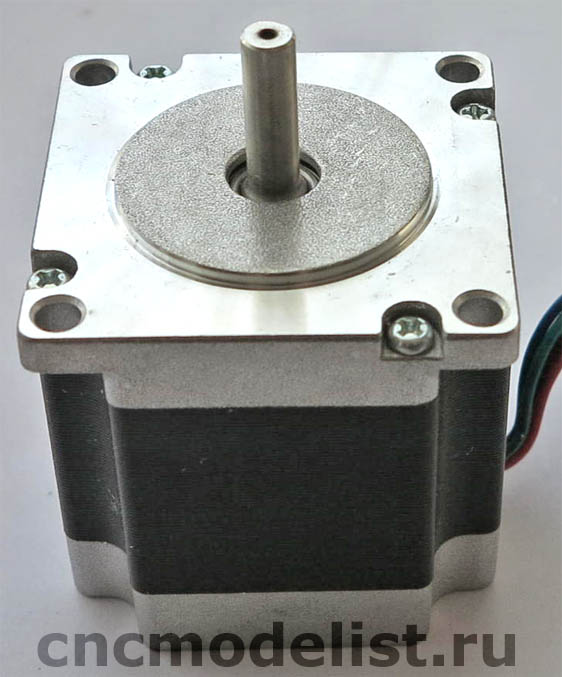
Существуют 4х-проводные , 6-ти проводные и 8-ми проводные шаговые двигатели. Всех их можно использовать. В большинстве современных контролеров подключение осуществляется по четырех проводной схеме. Остальные проводники не используются.
рисунок 14 Шаговый двигатель
При выборе станка важно чтоб шаговый двигатель был достаточной мощности для перемещения рабочего инструмента без потери шагов, то есть без пропусков. Чем больше шаг резьбы винта тем более мощные потребуются моторы. Обычно чем больше ток двигателя тем больше и его крутящий момент(мощность).
Многие моторы имеют 8 выводов для каждой полуобмотки в отдельности - это позволяет подключить мотор с последовательно соединенными обмотками либо параллельно. При параллельно соединенных обмотках вам потребуется драйвер на в два раза больший ток, чем при последовательно соединенных обмотках, но при этом будет достаточно в два раза меньшего напряжения.
При последовательном наоборот - для достижения номинального момента потребуется в два раза меньший ток, но для достижения максимальных оборотов - в два раза большее напряжение.
Величина перемещения за один шаг, обычно, 1,8 градуса.
Для 1,8 получается 200 шагов на один полный оборот. Соответственно для вычисления величины количество шагов на мм («Шагов на мм» (Step per mm) ) пользуемся формулой : кол-во шагов на оборот / шаг винта. Для винта с шагом 2мм получим: 200/2=100 шагов/мм.
Подробнее об этом Вы можете прочитать в статье Шаговые двигатели
Выбор контроллера
1) DSP контроллеры. Достоинства - возможность выбора портов (LPT , USB, Ethernet) и независимость частот сигналов STEP и DIR от работы операционной системы. Недостатки - высокая цена (от 10 000 руб.).
2) Контроллеры от китайских производителей для любительских станков . Достоинства - низкая цена (от 2500 руб.). Недостаток - повышенные требования к стабильности работы операционной системы, требует соблюдения определенных правил настройки, предпочтительно использование выделенного компьютера, доступны только версии LPT.
рисунок 15 Контроллер
3) Любительские конструкции контроллеров на дискретных элементах. Низкая цена китайских контроллеров вытесняет любительские конструкции.
Наибольшее распространение в любительских конструкциях станков получили китайские контроллеры.
Подробнее - в статье выбор контроллера шаговых двигателей для фрезерно - гравировального станка с чпу.
Выбор блока питания
Для двигателей Nema17 необходим блок питания не менее 150Вт
Для двигателей Nema23 необходим блок питания не менее 200Вт
Материал взят с сайта cncmodelist.ru
Комментариев нет:
Отправить комментарий